Thermoforming
Shop cleanliness is an important factor determining the quality of the parts obtained. It is vital that the thermoforming area is kept clean at all times. Dust and other particles will greatly affect surface quality of the finished product.
What is Thermoforming?
Thermoforming refers to the process of heating and shaping a plastic sheet on a mold. Thermoforming can range in complexity from manual operations to highly automated, large scale ones.
This brief gives advice for
Why Thermoform?
Thermoforming offers processing advantages over competitive processes such as blow molding and injection molding. Relatively low forming pressures are needed and large size can be economically fabricated. Since the molds are exposed to relatively low forces, they can be made of inexpensive materials. Mold fabrication time is therefore very short, minimizing lead times. Thermoforming is often selected for fabricating prototype and display parts due to its low tooling costs.
However as part volumes increase, processes such as injection molding become more economical. Below is a chart that compares the cost of making a part using pressure forming (one type of thermoforming) and injection molding.
| Pressure Forming | Injection Molding | |
|---|---|---|
| Tool Cost ($) | 5,000 | 37,500 |
| Cost/500 ($ each) | 16.66 | 78.07 |
| Cost/5,000 ($ each) | 6.95 | 10.37 |
| Cost/10,000 ($ each) | 6.4 | 6.53 |
| Cost/20,000 ($ each) | 6.1 | 4.65 |
Material Properties
Cell cast ACRYLITE® sheet has a high molecular weight while extruded ACRYLITE® sheet has a much lower molecular weight. Higher molecular weight acrylic has better heat strength during forming but is more difficult to form due to its higher melt strength and elastic memory. Lower molecular weight acrylic forms more easily and with great detail but is more sensitive to differential heating.
Part Design Considerations
In designing a part for thermoforming, several things must be taken into consideration to ensure the successful forming. Certain materials might not be suitable for some applications. However, slight modifications to part design can make forming of some parts more feasible. Tight tolerances can be met with the proper process and tooling. However, tighter tolerances make the forming process more expensive. Keep in mind that with thermoforming, details can be obtained only on one side. ACRYLITE® sheet expands and contracts with changes in temperature. Therefore a temperature must be specified with the required tolerances. Draft angles are important to incorporate when designing a part. The draft angle is the degree of taper on the mold sidewall which allows for easier removal from the mold. A draft angle greater than 5° is recommended.
Radii can facilitate forming to a large degree. Radii in this case refer to any corners in the part. Radii reduce draw ratios, giving more uniform wall thickness and reducing the molded-in-stress.
The depth of draw (H/W), which is the ratio of the height of the formed part to the width of the rim opening, can play a role in part design if the availability of forming equipment is limited. For example, parts with small depth of draws can be formed with simple processes such as vacuum or pressure forming. Parts with larger depth of draws require multi-step processes which allow for such deep draw.
Wall thickness of the formed part is a function of initial thickness, depth of draw, type of mold, and the shape of the part. Prestretching the sheet prior to forming yields more uniform wall thickness. The deeper the draw, the thinner the sidewalls. Below is a figure illustrating the effects of changes in depth of draw (H/D) on wall thickness.

Mold Design
Mold Materials
Molds for thermoforming can be made out of many materials ranging from wood or plaster to aluminum or steel. Material selection depends on the number of parts to be formed and on pressure and temperature requirements. Another major factor influencing material selection is cost. Cost refers not only to material cost, but also to costs associated with fabrication, maintenance, storage, and other aspects of working with the material.
Wood, plaster, and plastics are usually used for prototype production molds. Molds for applications such as signs, containers, and displays are usually made out of these materials. They are inexpensive to build but are not very durable. Aluminum and steel molds are used for high volume production requiring long tool life. These materials are relatively easy to fabricate and offer excellent surface hardness and low wear.
Mold Surface
Surface finish on the mold affects the surface quality on the formed part. Any scratches or marks on the mold will appear on the part surface. It is therefore important to ensure that the surface of the mold is smooth. However, a highly polished mold surface is NOT recommended as air can easily be entrapped between the sheet and the mold surface causing imperfections in part surface. In some applications the mold surface can be finished to incorporate a desired texture, which is in turn imprinted on part surface.
Vacuum Holes and Slots
Inclusion of an adequate number of properly located and designed vacuum holes is necessary to ensure that air trapped between the sheet and mold can be evacuated. Vacuum hole diameter should not exceed material thickness. Small holes can cause incomplete forming as longer time would be required to evacuate trapped air. Large holes leave undesirable marks on part surface. Vacuum holes should be relieved by back-drilling using a 1/4”-3/8” bit to within 0.080”-0.100” from the mold surface. This makes the change in cross section from the vacuum line to the vacuum hole more gradual giving better vacuum. Below is a figure illustrating typical back-drilled vacuum holes.

Heating and Cooling
The temperature of the mold should be high enough to prevent sudden cooling of the sheet as the mold comes in contact with it, but cool enough to avoid excessive shrinkage in the part and unnecessarily long production cycles. Uneven temperatures in the mold can also cause forming defects. Different heating elements can be used within the mold along with a temperature control system to keep the mold at the proper temperature. Thermocouples are inexpensive and should be used generously as they provide invaluable information about the forming process.
Cooling lines are often used in the mold to accelerate cooling once a part is formed. Cooling lines or channels should be spaced about 1.5”-3” apart and channel diameter should be 0.375”-0.625”. Cooling lines should be no more than 40” in length as the coolant gets warmer and loses its cooling efficiency causing differences in cooling rates at different locations. Water is typically the coolant of choice but other coolants can be used.
Other Mold Considerations
Compatible mold release agent can be used to assist in removing the sheet from the mold. Incompatible release agents can attack the sheet causing crazing.
Male vs. Female Mold
There are two main types of mold design; male and female. One thermoforming feature to remember when selecting the type of mold to use is that details on only one side can be obtained. Another difference between the two designs is that with a male mold, the bottom of the part usually has the thickest and most uniform wall thickness while the rim has the thinnest walls. In female molds the rim has the thickest walls while the bottom has the thinnest. Below is an illustration showing the difference.


Vacuum and Pressure Systems
It is necessary to have sufficient vacuum and/or air pressure in forming operations to obtain good results. Poor vacuum or air pressure can result in poor detail, incomplete forming, forming failure, and poor surface finish.
Thermoforming operations require a vacuum draw as close to 30in Hg as possible. A minimum vacuum of 28in Hg is recommended for most operations. It is essential to ensure that the proper pump and surge tank are selected and that design and sizing of the surge tank and the connections are adequate. Some of the most common oversights in vacuum system design include 90° bends, long pipes, restrictive valves, and flow constrictors. Each 90° elbow reduces vacuum by 30% and should be eliminated whenever possible. Long pipes between pumps and molds can also cause considerable vacuum loss.
Air pressure requirements depend on the size of the pressure box and the type of forming operation used. In all cases air should be very dry with a dew point of – 40°F [-40°C] and should be oil free. Pressures of up to 200 psi can be used in pressure forming operation. Typically air pressures do not exceed 50 psi. It is important that air pressure be slowly and carefully evacuated from the pressure box. Evacuated air can be reused in subsequent operations or can be used for cooling the surface of the formed part after passing it through vortex tubes.
Pre-drying
Pre-drying ACRYLITE® acrylic is rarely necessary. Cases and skids of ACRYLITE® sheet arrive wrapped in polyethylene that slows down moisture absorption. Keep the sheet wrapped until use.
To prevent blistering, dry high-water content sheet in a forced circulation drying or vacuum oven before heating. Drying time depends on water content and material thickness. Twenty-four hours at 176°F (80°C) dries most sheets. To reduce the length of the forming cycle, pre-dry the sheet in a spare oven and transfer it directly into the forming oven at 176°F (80°C) after the drying period.
Clamping
It is important to provide sufficient clamping of the sheet during the forming process. Inadequate clamping can cause the sheet to come out of the clamping frame during forming causing incomplete forming or failure. Different types of clamps can be used. Typically pneumatically operated clamps are used. Teeth or ridges can be added to the edge of the clamp to obtain better grip. The engagement of the sheet in the clamp should be at least 1”, however different clamping set ups may require more engagement.
The clamping system used in thermoforming should be heated. Cold clamps act as a heat sink and prevent the edges from stretching, causing poor detail around the edges or forming failure.
Thermoforming Conditions
Forming Temperature
Selecting the proper forming temperature within the range depends on desired level of detail. Parts with high detail should be formed at the higher temperatures within the range. Set temperature refers to the temperature at which the part can be safely removed from the mold.
It is important that the mold is heated to the recommended temperature. Cold molds cause sudden cooling of the part which adds significant stress into the part. Hot molds slow down the cooling process affecting productivity. The following table shows typical conditions used to thermoform ACRYLITE® sheet.
| Material | Forming Temp Range °F [°C] | Set Temp °F [°C] | Recommended Mold Temp °F [°C] |
|---|---|---|---|
| ACRYLITE® premium sheet | 290-320 [145-160] | 185 [85] | 190 [88] |
| ACRYLITE® cell cast | 340-380 [170-195] | 185 [85] | 190 [88] |
Forming Rate
The maximum forming rate of a sheet is limited to the speed at which it will stretch without exceeding its strength and fracturing. The minimum forming rate must be fast enough to prevent the sheet from cooling appreciably.
A highly pigmented sheet should be formed more slowly than a colorless or transparent material.
Excessively fast forming rates will impart high stresses and cause low craze resistance. To minimize stresses use moderate forming rates and ensure a uniform temperature distribution over the surface of the sheet and across its thickness.
To achieve greater “draws” or increased definition higher forming temperatures are needed. For a “slow” forming operation it may be necessary to continue with infrared heating while the part is being formed.
Heating the Sheet
Heating the sheet correctly is arguably the most important part of the thermoforming process. It is important to obtain sufficient and uniform heat while minimizing cost. ACRYLITE® extruded sheet is more sensitive to uneven heating than ACRYLITE® cell cast sheet. This difference becomes very evident in applications like free blowing, where uneven heating of ACRYLITE® sheet results in uneven domes.
Heating processes are never 100% efficient which means more heat must be supplied to heat the sheet. Heating process selection depends largely on sheet thickness and application. Thin sheet can be efficiently heated using radiant heat. Thick sheet and sheet used for parts with high optical requirements are better heated using air convection.
The following table summarizes the features of different heating methods.
| Heat Source | Initial Cost | Efficiency | Average Life (hrs) |
|---|---|---|---|
| Coiled nichrome wire | Very inexpensive | Poor | 1,500 |
| Metal (cal) rod | Inexpensive | Fair | 3,000 |
| Hot air ovens | Moderate | Poor | N/A |
| Ceramic elements | Moderate | Good | 10,000 |
| Quartz tube: Nichrome filament | High | Excellent | 20,000 |
| Quartz tube: Tungsten filament | High | Outstanding | 10,000 |
Forced convection hot air heating
This method is usually used for heavier gauge sheet as well as in applications with very high optical requirements such as aircraft windshields. If the sheet is to be heated vertically, sufficient clamping pressures should be used to prevent sheet slippage from the clamp as the material softens. Vertical heating generally is not recommended for continuously manufactured or extruded sheet because the sheet could fall out of the clamps as it softens. Cell cast sheet has sufficient melt strength to prevent it from falling out of the clamps.
If the sheet is to be heated horizontally, the horizontal surface must be clean and free of defects, as any imperfection on the surface will appear on the final part. A clean plate of glass covered with talc powder can be used as a surface for horizontal heating.
Before heating with an air oven, be sure that:
- Temperature can be controlled thermostatically within ± 10°F (± 5°C) between 140-350°F
- Air velocities across the sheet range between 200-1000 feet per minute (1-5 m/s).
- Temperatures throughout the oven are uniform.
- The clamping system exerts constant, uniform pressure on all sides as the sheet becomes soft.
As a general rule, a sheet should be heated in an air convection oven for 1 minute per 0.010” of thickness. Below is a chart outlining recommended heating times for different thicknesses.

Infrared Radiant Heating
This heating method is used for thin and medium thickness sheet and is the most efficient heating method. When designing a horizontal heating system, independently controlled zones can be set up to improve control and flexibility. In such a setup, heaters in the perimeter zones can be set to a higher output than those in the center zone. This will ensure uniform heating of the sheet.
Infrared radiation refers to electromagnetic waves with a wavelength greater than 710 nm. The wavelength at which a sheet absorbs the most energy varies depending on the material. Proper selection of heating elements and temperatures can be accomplished by matching the peaks in the infrared spectra of the heating elements with the low points in the IR transmission curve of the sheet material. Below is a chart showing the infrared transmission for acrylic.
When heating ACRYLITE® sheet, quartz heaters at 1200°F [650°C] are the most efficient. Other less expensive elements can be used, however, the efficiency of such elements is usually below 10%. Resistance rods and heating wires are examples of inexpensive elements which oxidize and lose efficiency relatively quickly.
Heating times vary depending on sheet thickness and type, distance to heating element, type of heating element, efficiency of heating element, and desired detail. The chart below shows typical heating times for two-side quartz heating for different thicknesses of ACRYLITE® sheet (heater temperature 1200°F [650°C], mean wavelength 3.2μm).

Core Temperature
For successful forming the core temperature of the sheet needs to reach the recommended forming temperature range. For thin sheet energy transmission from the heating element to the sheet surface is the limiting factor for heating efficiency and time. Since radiant heaters transfer heat to sheet surface quickly and efficiently, they are used for thin sheet.
For thicker sheet the limiting factor is the transfer of heat from sheet surface to the sheet core. Using radiant heaters for thicker sheet will supply excess heat to the surface which does not transfer fast enough to the sheet core. The sheet must be heated for a longer time which usually causes the surface to blister. For that reason air convection is the preferred method of heating for thicker sheet.
Pattern Heating
The final thickness of a formed part can be controlled by controlling the heating profile on the sheet. Heating sections of the part that undergo excessive thinning to lower temperatures reduces the thinning in that section. Wire mesh cut to the desired shape and size is usually used to screen heat and achieve the desired temperature profile.
Measuring temperature
Proper heating of the sheet is essential for successful thermoforming. The temperature of the sheet should be in the correct range but also uniform to achieve complete forming results. Thermocouples should be used to monitor the temperature of heating elements or ovens as they provide vital information about heating. Thermocouples should be calibrated and used close to where the sheet will be in order to get a good temperature measurement.
A quick way to measure the temperature of the sheet is using infrared temperature measuring devices, or pyrometers. Pyrometers are easy to use but only give an indication of the surface temperature, NOT the core temperature. Pyrometers use the emissivity of the material to measure temperature. Emissivity is the energy emitted by a material compared with that emitted by a black body and is wavelength dependent. Many pyrometers require setting the emissivity prior to measurement in order to obtain more accurate temperatures of different surfaces. For acrylic an emissivity of 0.90-0.95 should be used. Note that the emissivity of mold material can be considerably different. Using a pyrometer set to the emissivity of acrylic to measure mold temperature will generate misleading results.
Temperature tapes are another great tool for determining sheet temperature but are not as practical as pyrometers. Temperature tapes are thin adhesive backed tapes that can be adhered to the surface of the sheet to determine sheet temperature at that location. Temperature tapes are made to cover different ranges of temperatures so be sure the right tapes are used.
Keep in mind that temperature tapes leave marks at the location where they are placed. Temperature tapes are ideal for mapping the temperature of infrared heaters especially at the beginning of a job. A scrap sheet with temperature tapes adhered to different locations on the sheet can be used for this purpose. The sheet can then be inserted into the heating section and heated for the desired time. When the sheet is removed, the temperature tapes will give an indication of the temperatures reached at the different locations. This information can be used to adjust heater output in the different zones to obtain more uniform heating.
Methods of Forming
Stretch forming
This is the simplest thermoforming technique. The heated sheet is stretched into shape on the mold surface. As the sheet touches the mold surface it cools down causing that part to stop drawing. Since most stretch forming operations don’t involve a lot of stretching, wall thickness of the final part is relatively uniform.
To deter mark-off, cover the molds with rubberized flocking or billiard table felt. Setting mold temperature high and forming temperature low can help minimize mark off on the part. Cover the part while on the mold so the cooling rate is the same on both sides of the part. Thick cloth or felt blankets make good covers.

Drape Forming
In this process a heated sheet is clamped in heated mold clamps and is stretched over a male mold by lowering the sheet into the mold or by raising the mold into the sheet. The part of the sheet that touches the mold first cools first and therefore ceases to stretch. That part of the sheet has the thickest wall.
Vacuum or air pressure is used to force the sheet against the mold. The sidewalls of the final part are thinner than the top while the rim has the thinnest walls.

Vacuum Forming
In vacuum forming heated clamps are used to clamp the hot rubbery sheet. The sheet edges are then sealed against the rim of a female mold and vacuum is applied from the mold side. The edge is the first part to cool down and will be the thickest. The sheet is drawn against the mold surface. The final part will have thin sidewalls and a very thin bottom.

Pressure Forming
This process is similar to vacuum forming except that positive air pressure from a pressure box, not vacuum, is used to force the sheet against the female mold. Typically pressures no greater than 50 psi are used for pressure forming. However pressures up to 200 psi are sometimes used.

Free blowing and vacuum drawing
Many configurations can be free formed using a shaped clamping ring or vacuum-drawn using a vacuum box. Items with very high optical quality can be produced by these methods because the surface of the material never touches the mold walls. Thus no mark-off or local cooling occurs.
The pressure or vacuum is varied to get the desired height or depth. The height is demarcated with a jig or soft material designed to avoid marking. Pressure or vacuum can also be controlled automatically with optical light sensors. Although this method is more expensive, its lack of contact creates an advantage in optical critical production.

A simple suction or blowing mold consists of a base plate with a clamping frame. Enough mechanical or hydraulic toggle clamps must be provided to maintain frame rigidity and to withstand the forming pressure. Using screw clamps has the disadvantage of being time consuming and may allow the sheet to cool excessively before it is formed. Beaded clamping frames will seal better than flat frames.
For free blowing use up to 75 psi of air pressure. Provide large air connections so that large parts can be shaped quickly, but be sure that the incoming cooling compressed air does not hit the hot panels directly and cause local cooling. Installing baffles or screens in front of the inlet opening can deflect the incoming air.

Resting the sheet blank on a cold base plate may cause undesired cooling while installing the clamping frame. To reduce this, heat the plate or cover it with thick, non-linting cloth.
Vacuum forming requires the same fundamental conditions as pressure forming except less clamping force is needed because suction seals the sheet to the vacuum box automatically and the pressure difference is limited to 15 psi or less. If possible arrange the suction ducts in a ring around the edge of the vacuum box to prevent airflow from cooling only one side of the part. For processing large parts, fit a reservoir (or vacuum tank) in front of the vacuum pump for quick evacuation of large volumes of air.
Multiple Step Forming Methods
One step forming is usually used for thin gauge sheet since it is rather easy to form. Thicker gauge sheet is sometimes more difficult to form using one-step methods due to limitations with wall thickness uniformity. Multiple step forming involves stretching the sheet either using a plug assist or a billow and then forming the sheet against the mold. Wall thicknesses obtained using these methods are more uniform than those obtained using single step methods.
In billow drape forming, a heated sheet is clamped in heated clamps and air is applied to expand the sheet as in the case of free blowing. Air pressure used to form the billow is usually 18-22 psi. A male mold is then inserted into the billow causing the sheet to take the form of the mold. Vacuum is sometimes applied from the mold side to assist in forming the sheet against the mold surface.


Vacuum snap-back forming is very similar to billow drape forming except the sheet is prestretched by drawing it into a box using vacuum before the mold is inserted into the prestretched sheet. At that point the vacuum from the vacuum box is released and vacuum is then applied from the mold side.
Billow vacuum forming is another multi-step forming process. This method involves stretching the clamped heated sheet away from the female mold using air and then applying vacuum on the mold side to form the sheet. In plug-assist forming the clamped, heated sheet is prestretched using a mechanically driven plug into a female mold. Vacuum is then applied from the mold side to force the sheet against the mold surface. Plug assist pressure forming is a variation of the plug assist vacuum forming. Pressure is applied from the plug side rather than vacuum from the mold side to force the sheet onto the mold surface.
Some techniques utilize both plug assist and billows to achieve excellent wall thickness uniformity. Such processes include reverse draw with plug assist, in which a clamped and heated sheet is stretched into a billow and a plug is lowered to force the sheet into a female mold cavity. Air pressure from the plug side is then applied to force the sheet against the female mold.
Cooling
After forming cool the part to below 140°- 160°F (60°- 70°C). Don’t just cool the surface – the interior must cool too! Provide uniform cooling on all sides to prevent stress. Completely cover slow-cooling, thick-walled parts with felt or blankets to block drafts.
There is no rule of thumb for predicting the sheet interior’s cooling time. Factors include material thickness, ambient air temperature, and airflow to the part. Experience is the best teacher. Fans are sometimes used to accelerate the cooling process. Care must be taken to avoid differential cooling of the sheet which could result in poor surface finish, warping, and high forming stresses. Some molds incorporate cooling lines to assist in the cooling process. For more information refer to “Heating and Cooling” under the “Mold Design” section.
As the sheet cools it shrinks due to thermal expansion/ contraction. Shrinkage on the mold can cause stress so it is best to remove the part as soon as it achieves dimensional stability.
Shrinkage
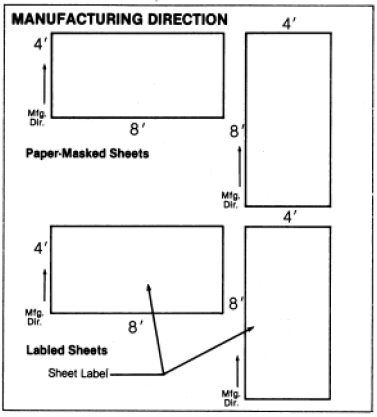
ACRYLITE® sheet shrinks slightly when heated to its thermoforming temperature because of the orientation imparted during manufacture. To find the manufacturing direction, look at the label or printed masking. As you read a label, manufacturing direction is from top to bottom.
In fabrication operations not requiring heating, original dimensions won’t change. However sheet heated to thermoforming temperature changes dimensionally.
Maximum shrinkage for extruded ACRYLITE® sheet is 3% in the manufacturing direction and 0.5% in the transverse direction (width increase). Shrinkage in ACRYLITE® cell cast sheet is about 1.5% in both dimensions.
If ACRYLITE® sheet is not held in a retaining frame, measure the shrinkage of a scrap piece then determine the size of material required to compensate for shrinkage before cutting any blanks.
It is important to distinguish between shrinkage in the material due to manufacturing process and due to the forming process. In order to predict the latter, test trials must be performed. This will assist in holding the right tolerance. If part design does not include any details, male molds can be used to hold tolerances as they prevent the sheet from shrinking.
Trimming
Thermoformed parts often need to be trimmed before usage in final applications. Certain thermoforming machines have an in-line trimming station. Conventional fabrication operations, such as saw cutting and routing, can also be used. For more information on machining of ACRYLITE® sheet, please refer to our fabrication briefs.
Annealing
The sheet undergoes various stresses during the thermoforming process due to stretching, forming, and temperature changes. The induced stress in the sheet makes it more susceptible to chemical attacks. For certain applications, such as those requiring sterilization with alcohols and other incompatible chemicals, stress in the sheet will cause the material to craze and crack over time. One way to relieve forming stress is to anneal the final part.
Annealing is the process of heating the sheet to a high enough temperature to allow for molecules to relax without affecting the shape of the final part. ACRYLITE® sheet can be annealed at 175°F [80°C].
The following table gives information on heating and cooling times.
| Thickness (in.) [mm] | Heating Time (hours) | Cooling Time* (hours) |
| 0.08 [2] | 2 | 2 |
| 0.118 [3] | 3 | 2 |
| 0.17 [4.5] | 4.5 | 2 |
| 0.236 [6] | 6 | 2 |
| 0.354 [9] | 9 | 2 |
Troubleshooting
| Problem | Cause | Solution |
|---|---|---|
| Uneven shapes | Uneven heating temperatures | Be sure all heaters are functioning Eliminate drafts Baffle heat on all sides |
| Clamping frame not hot | Preheat clamping frame Preheat entire sheet |
|
| Blisters or Bubbles | Heating too rapidly | Lower temperatures Increase distance between heaters and sheet |
| Uneven heating | Be sure all heaters are functioning Use screening to balance heat |
|
| Excess moisture | Pre-dry Preheat Keep masking on sheet until formed Lower the heater temperature Use older material first |
|
| Poor Detail, Incomplete Forming | Sheet too cold | Heat sheet longer Raise heater temperature If problem occurs in same area every time, check if all heaters are functioning |
| Clamping frame not hot enough | Heat frame to recommended temperature | |
| Insufficient vacuum or pressure | Check if vacuum/pressure at mold is sufficient Remove 90° bends from vacuum system Check vacuum holes for clogging Increase number of vacuum holes |
|
| Vacuum draw not fast enough | Check vacuum system design Back relieve vacuum holes Use vacuum slots instead of holes |
|
| Webbing or Wrinkling | Sheet is too hot | Reduce heating time Increase heating distance Reduce heater temperature |
| Insufficient vacuum | Check vacuum system Add more vacuum holes |
|
| Draw ratio too large in some areas of the mold | Redesign mold Use female mold instead of male mold Increase draft angles and radii |
|
| Too much sag | Sheet is too hot | Reduce heating time Reduce heater temperature |
| Tearing sheet when forming | Sheet is too hot | Reduce heating time Reduce heater temperature |
| Sheet is too cold | Increase heating time Increase heater temperature |
|
| Closing speed between mold and sheet too high | Reduce closing speed | |
| Part sticking to mold | Mold or sheet temperature too high | Lower mold temperature Reduce heating time or temperature |
| Daft angle too small | Increase daft angle Use female mold Remove part from mold as soon as possible |
|
| Part Warpage | Uneven part cooling | Add more water channels to mold Check for plugged water flow |
| Mold temperature too low | Raise part temperature | |
| Surface Markings | Mold surface too rough | Use proper mold covering (foam, felt, flocking) Change mold material |
| Mold surface too smooth | Grit blast mold surface | |
| Poor vacuum | Check vacuum system Add vacuum holes |
|
| Mold is too hot | Reduce mold temperature | |
| Mold is too cold | Increase mold temperature | |
| Dirt on sheet or mold | Clean with deionizer air | |
| Uneven Edges | Excessive forming temperature differential |
Preheat clamping frame Use slip clamp frame (low/high) |
| Raised corners | Excessive stress | Heat frames to proper temperature before inserting sheet Add supplemental heat to corners |
| Cracking in corners | Stress concentration | Heat sheet evenly Preheat frames or use heated frames Add supplemental heat to corners |
Fire Precautions
ACRYLITE® sheet is a combustible thermoplastic. Precautions should be taken to protect this material from flames and high heat sources. ACRYLITE® sheet usually burns rapidly to completion if not extinguished. The products of combustion, if sufficient air is present, are carbon dioxide and water. However, in many fires sufficient air will not be available and toxic carbon monoxide will be formed, as it will when other common combustible materials are burned. We urge good judgement in the use of this versatile material and recommend that building codes be followed carefully to assure it is used properly.
Compatibility
Like other plastic materials, ACRYLITE® sheet is subject to crazing, cracking or discoloration if brought into contact with incompatible materials. These materials may include cleaners, polishes, adhesives, sealants, gasketing or packaging materials, cutting emulsions, etc. See the Tech Briefs in this series for more information, or contact your ACRYLITE® sheet Distributor for information on a specific product.
This information and all further technical advice is based on our present knowledge and experience. However, it implies no liability or other legal responsibility on our part, including with regard to existing third party intellectual property rights, especially patent rights. In particular, no warranty, whether expressed or implied, or guarantee of product properties in the legal sense is intended or implied. We reserve the right to make any changes according to technical progress or further developments. The customer is not released from the obligation to conduct careful inspection and testing of incoming goods. Performance of the product described herein should be verified by testing, which should be carried out only by qualified experts in the sole responsibility of a customer. Reference to trade names used by other companies is neither a recommendation, nor does it imply that similar products should be used.